无锡悦扬机械
Wuxi Reinsail Machinery




据统计,世界各国现有许多复合肥厂家已经生产制造各种各样运用在复合肥制造业层面的全自动定量包装秤,其方式可分成夹袋直称式和缓存秤斗式,都由上料一部分和放料夹袋一部分构成。上料方式有型管式、双桶螺旋、单筒双速螺旋、刮板式、传动带式等;夹袋方式则各有千秋,一般都选用气动式实行元器件进行各类姿势。应用髙速全自动定量包装秤的客户,一般都生产制造颗粒物或一般粉末状的复合肥,因螺旋式或刮板上料非常容易使颗粒物粉碎和存有脉动性,型管式上料易使流通性较弱的颗粒料造成结拱导致原材料流动性不匀称,危害上料的速率和精密度,因此大部分复合肥厂家都采用能实观髙速平稳上料的积放式喂料器。下边关键详细介绍选用积放式喂料器的髙速定量包装秤的构造及原理。
大中型复合肥厂已变成复合肥生产制造的中坚力量,而制成品复合肥定量分析包裝的速率及精密度也变成生产制造工艺流程的重要。选用人工服务手闸进料而不应用定量包装秤,精密度不可以确保,复合肥包裝很慢,劳动效率大,背驰了智能化复合肥生产制造的规定。
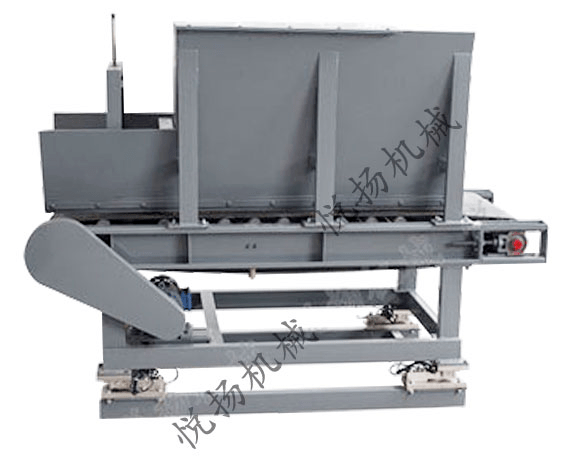
髙速定量包装秤
髙速定量包装秤关键由积放式喂料器、自卸秤斗、夹袋接搅拌桶、电机控制设备等一部分构成。
积放式喂料器由料层闸板,输送皮带,电源开关水闸等构成。输送皮带选用双速电机传动系统,料层闸板及电源开关水闸由汽缸促进。根据双速电机更改输送皮带的输送机速率、操纵进料口的料层高宽比来保持对上料量的操纵。每一次称重全过程由大、小上料构成,先大上料,后小上料,并使小上料有1~2s的平稳全过程,以确保称重的精确度。世界各国同种类机器设备的运用状况,设计制作了积放式喂料器,其尺寸上料量分別为50t/h和5t/h,即大上料量与小上料量韵占比较大10∶1,并可依据实际上生产制造必须作适度调节。
以称重40kg/袋为例,挑选尺寸上料占比为7∶l,即大上料为35kg,小上料为5kg,在6s内进行一次称重全过程。喂料器出入口还设定一电源开关水闸,在上料完毕时,它能立即断开料流,以保证计量检定的精确性。
根据关节轴承或圆柱销将秤斗及称重控制器相互连接,使秤斗及所载物的品质能在包装秤仪表盘上精确地显示信息出去。秤斗底端的倒料门选用单汽缸促进,合用机械结构使两扇门能对称性姿势,使称斗在全部工作中全过程中维持相对性均衡;秤斗底端设计方案成倒三角形状,使刚开始掉入秤斗的原材料集中化在底端正中间,有益于维持秤斗的均衡。
夹封袋做成环形或椭圆型,可确保夹袋后的密闭性。至少装有前后左右2条夹臂,用以将定量分析包装袋子夹持在夹封袋。出口处另外都是出气口,使放料时造成的烟尘和袋内气体立即排出去,大大的改进了实际操作面的气体自然环境。

此一部分的核心部件是秤重温度控制仪,除具有粗计量检定、精计量检定、过冲量赔偿和倒料操纵作用外,还具有了较高的变换速度(超过50次/s),超过误差值范畴检验及预设原料分量关闭电源维护等作用。
当接入开关电源,秤斗门关掉,打动限位开关并起动仪器设备,操纵喂料器工作中。电机控制设备根据控制器的负载转变,操纵喂料器的粗、精投料,当做到颈设品质时,喂料器终止给料并传出倒料数据信号。称料起动后,实际操作工作人员可随时随地套上精饲料包装袋子,要是秤门系统软件接受到倒料数据信号就能把秤斗内原材料排污到包装袋子中,并根据时间继电器操纵脱袋時间。秤斗门在仪器设备检验到秤斗内原材料品质在零区范畴后全自动关掉,起动下一次称料。
髙速定量包装秤具备构造简易、便捷配套设施、价钱适度等特性,其称重范畴在10~50kg内,进料速率和精密度较高。比如对颗粒物复合肥的定量分析包裝,以40kg/袋测算,进料速率可达到6~8包/min,精密度在±0.2%范围之内(低于国家行业标准要求的精确度0.5级规定),因此被大部分复合肥生产商所接纳。
定量包装秤可对于不一样原材料的物理学特点更改上料方式,做到所规定的定量分析包裝速率和精密度。